




溫清酒首選!! 【 辛口生一本 】&【 真朱 】&【 漆黑 】&【 茅色 】 |
||
 |
||
什麼是【 燗酒(かんざけ) 】呢? |
||
|
燗酒(かんざけ)是指將清酒以合適溫度加熱使其更加美味。 通過加熱日本清酒,可以凸顯出常溫或冷藏狀態下難以感受到的精緻風味和香氣,這是燗酒的魅力所在, 能夠充分品味到日本清酒的美味、濃郁口感和其他個性特徵。 燗酒的稱呼和溫度會影響其味道和風味! |
||
什麼是「山廢」呢? |
||
|
採用酒廠中自然的微生物經行酒母(清酒發酵的酵母)的製作有兩種方法有「 生酛」與「山廢」兩種方法。 在明治時期以前培養酒母的方法就是進行山卸(搗酛), 使用名為“蕪棹”的槳狀棒反復搗拌蒸米和麴,直到成為糊狀。非常費工的一個方法。 一直到1909年,日本釀造研究所發現,不將原料搗成糊狀,酵母依然可以正常生長! 省略山卸的步驟稱為「山卸廢止」即為「山卸」,並且製成的酵母品質相當! 區別在於山廢製法需要更高的溫度、更多的水, 山廢製法釀成的酒比起生酛製法釀成的酒味道來的更濃厚、更複雜! |
||
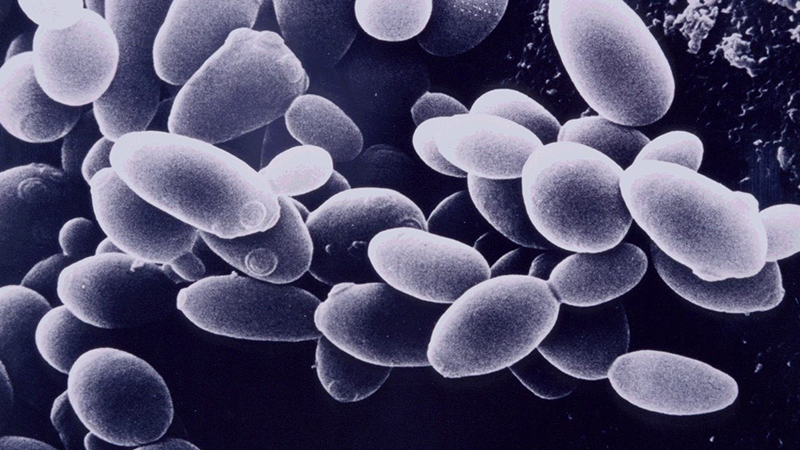
【 1801號酵母 】是什麼? |
||
|
||
【 七號酵母 】是什麼? |
||
|
||
「たかね錦」照射γ射線突變產生的新品種【 美山錦(みやまにしき) 】 |
||
|
||
長野縣以美山錦為基礎開發的酒米【 山惠錦(さんけいにしき) 】 |
||
|
||
酒米之王【 山田錦 】 |
||
|
||
長野縣開發酒米【 人心地(ひとごこち)】 |
||
|
||
七號酵母的發源地 - 宮坂釀造 |
||
|
||
有青蘋果香氣的 真澄 純米吟釀 辛口生一本 |
||
|
||
具有濃郁的風味特色的 真澄 山廢純米吟釀 真朱 AKA |
||
|
||
酒體兼具透明感與飽滿度的 真澄 純米吟釀 漆黑 KURO |
||
|
||
讓人有意猶未盡的感受的 真澄 純米 茅色 KAYA |
||
|

容量: 300ml
米種: 美山錦(長野縣產), 山惠錦(長野縣產), 山田錦(兵庫縣加東市山國地區產), 人心地(長野縣產)
精米步合: 55 %
酒精濃度: 15%
國家產區:  日本Japan / 長野縣Nagano-ken / 宮坂釀造 MIYASAKA JOZO
日本Japan / 長野縣Nagano-ken / 宮坂釀造 MIYASAKA JOZO


容量: 720ml
米種: 美山錦(長野縣產), 山惠錦(長野縣產), 山田錦(兵庫縣加東市山國地區產), 人心地(長野縣產)
精米步合: 55 %
酒精濃度: 15%
國家產區: 日本Japan / 長野縣Nagano-ken / 宮坂釀造 MIYASAKA JOZO

容量: 1.8L
米種: 美山錦(長野縣產), 山惠錦(長野縣產), 山田錦(兵庫縣加東市山國地區產), 人心地(長野縣產)
精米步合: 55 %
酒精濃度: 15%
國家產區: 日本Japan / 長野縣Nagano-ken / 宮坂釀造 MIYASAKA JOZO

容量: 720ml
米種: 山田錦(兵庫縣加東市山國地區產)
精米步合: 55 %
酒精濃度: 15%
國家產區: 日本Japan / 長野縣Nagano-ken / 宮坂釀造 MIYASAKA JOZO

容量: 1.8L
米種: 山田錦(兵庫縣加東市山國地區產)
精米步合: 55 %
酒精濃度: 15%
國家產區: 日本Japan / 長野縣Nagano-ken / 宮坂釀造 MIYASAKA JOZO

容量: 720ml
米種: 人心地(長野縣產), 美山錦(長野縣產), 山田錦(兵庫縣加東市山國地區產)
精米步合: 55 %
酒精濃度: 15%
國家產區: 日本Japan / 長野縣Nagano-ken / 宮坂釀造 MIYASAKA JOZO

容量: 720ml
米種: 美山錦(長野縣產), 山田錦(兵庫縣加東市山國地區產), 人心地(長野縣產)
精米步合: 55 %
酒精濃度: 15%
國家產區: 日本Japan / 長野縣Nagano-ken / 宮坂釀造 MIYASAKA JOZO

容量: 1.8L
米種: 美山錦(長野縣產), 山田錦(兵庫縣加東市山國地區產), 人心地(長野縣產)
精米步合: 55 %
酒精濃度: 15%
國家產區: 日本Japan / 長野縣Nagano-ken / 宮坂釀造 MIYASAKA JOZO

容量: 300ml
米種: 山惠錦(長野縣產), 美山錦(長野縣產), 人心地(長野縣產)
精米步合: 70 %
酒精濃度: 14%
國家產區: 日本Japan / 長野縣Nagano-ken / 宮坂釀造 MIYASAKA JOZO

容量: 720ml
米種: 山惠錦(長野縣產), 美山錦(長野縣產), 人心地(長野縣產)
精米步合: 70 %
酒精濃度: 14%
國家產區: 日本Japan / 長野縣Nagano-ken / 宮坂釀造 MIYASAKA JOZO

容量: 1.8L
米種: 山惠錦(長野縣產), 美山錦(長野縣產), 人心地(長野縣產)
精米步合: 70 %
酒精濃度: 14%
國家產區: 日本Japan / 長野縣Nagano-ken / 宮坂釀造 MIYASAKA JOZO
在 Line 應用程式上開啟好友分頁,掃描 QR Code 將瑩頤清酒加入好友,歡迎詢價或找酒。












.png)

酒友評論